
Lakken, corrosiewerende en optische behandeling van carrosserieën
Inhoud
- Schilderen na renovatie
- polijsten
- schoonmaak
- Afdichting
- Oorzaken en voorkomen van vullingstekorten
- uitvoering
- camouflage
- tekening
- Oorzaken en voorkomen van defecten bij het aanbrengen van primers vlgs. kleuren
- Oorzaken en voorkomen van een huwelijk met twee- en drielaags schilderen
- Soorten kleuren
- Spray schilderij
- carrosserie reparatie
 Autolak heeft twee hoofdfuncties. Vanuit operationeel oogpunt is beschermend belangrijker wanneer de lak het lichaamsoppervlak beschermt tegen ongunstige invloeden van buitenaf (agressieve stoffen, water, steenslagen ...). Voor veel automobilisten is de esthetische indruk van de lak echter belangrijker, dus de kleur van het voertuig is een van de belangrijke criteria bij de keuze.
Autolak heeft twee hoofdfuncties. Vanuit operationeel oogpunt is beschermend belangrijker wanneer de lak het lichaamsoppervlak beschermt tegen ongunstige invloeden van buitenaf (agressieve stoffen, water, steenslagen ...). Voor veel automobilisten is de esthetische indruk van de lak echter belangrijker, dus de kleur van het voertuig is een van de belangrijke criteria bij de keuze.
Vernissen als oppervlaktebehandeling is ontstaan in China en bereikte zijn hoogtepunt in Oost-Azië. De paardenkoets speelde een belangrijke rol bij het uitbreiden van het gebied van de verfwinkel naar voertuigen. In die tijd (18e eeuw) werd het beschouwd als een openbaar vervoer, dat later verschillende stadia van ontwikkeling doormaakte. Lange tijd was het de basis van de eerste auto's. Tot de twintigste eeuw na Christus werden carrosserieframes gemaakt van een houten frame, dat was bedekt met synthetisch leer. Alleen de motorkap en spatborden waren van plaatstaal dat geverfd moest worden.
Voorheen werden auto's met de hand beschilderd met een penseel, wat de tijd en kwaliteit van het werk van de schilder vergde. Handmatig lakken wordt al heel lang gedaan bij de productie van carrosserieën op een lopende band. Moderne laktechnieken en nieuwe materialen hebben bijgedragen aan een grotere automatisering, vooral bij industrieel batchvernissen. De basisaanpassing werd uitgevoerd in een dompelbad, gevolgd door individuele spuithandelingen met hydraulisch gestuurde robots.
Het overschakelen op metalen rompen heeft een ander voordeel bij het schilderen opgeleverd: de verwerkings- en droogtijd zijn aanzienlijk verkort. Ook de schildertechniek is veranderd. Ze begonnen het te schilderen met nitrolak, waardoor het aantal gefabriceerde onderdelen toenam. Hoewel kunstharsvernis in de jaren dertig werd uitgevonden, ging het gebruik van nitrovernis in fabrieken en reparatiewerkplaatsen door tot in de jaren veertig. Beide vormen werden echter geleidelijk naar de achtergrond verbannen door een nieuwe techniek: vuren.
De hoofdtaak van het ambachtelijk lakken van auto's is reparatie, in mindere mate nieuw lakwerk, maar ook speciaal lakken en markeren. Vakmanschap moet gelijke tred houden met de technische vooruitgang bij de productie van auto's, in het bijzonder met veranderingen in carrosseriematerialen (meer plastic, aluminium, verschillende vormen, verzinkt plaatstaal) of veranderingen in lak (nieuwe kleuren, materialen op waterbasis) en aanverwante ontwikkelingen op het gebied van reparatie- en schildermethoden.
Schilderen na renovatie
In dit artikel zullen we ons meer richten op het schilderen van reeds geverfde oppervlakken, d.w.z. zonder nieuwe onderdelen te schilderen, vlgs. carrosserieën. Het lakken van nieuwe onderdelen is de knowhow van elke autofabrikant en men kan zeggen dat het lakproces als zodanig grotendeels identiek is, met uitzondering van de eerste stappen die nodig zijn om het "ruwe" plaatwerk te beschermen tegen corrosie, zoals het weken van de carrosserie in een zinkoplossing.
Eindgebruikers van voertuigen hebben een beter begrip van laktechnieken na reparatie van een beschadigd of vervangen onderdeel. Houd er bij het schilderen van uw auto na reparatie rekening mee dat de uiteindelijke look van een aantal factoren afhangt. Niet alleen uit de kwaliteitskeuze van de afwerklaag, maar ook uit het hele proces, dat begint bij de juiste en grondige voorbereiding van de plaat.
Schilderen, vlg. Het voorbereidende werk bestaat uit verschillende fasen:
- polijsten
- schoonmaak
- afdichting
- uitvoering,
- camouflage,
- vernissen.
polijsten
Bijzondere aandacht moet worden besteed aan het schuren van de plaat en de afzonderlijke tussenlagen, hoewel dit soms triviale of zelfs kleine ingreep lijkt, waarbij alleen een vlak oppervlak nodig is.
Houd bij het schuren rekening met het volgende:
- De juiste schuurpapierkeuze hangt af van het gebied van schuren, of we nu oud/nieuw plaatwerk, staalplaat, aluminium, kunststof schuren.
- Bij het schuren van elke volgende laag moet de korrelgrootte van het schuurpapier drie graden fijner zijn dan de vorige.
- Om goed te schuren, wacht u tot de oplosmiddelen volledig zijn verdampt en de film is opgedroogd, anders rolt het materiaal onder het papier.
- Na het schuren moet het oppervlak volledig worden gereinigd, alle schuurresten, zouten en vet moeten worden verwijderd. Raak het oppervlak niet met blote handen aan.

schoonmaak
Voor het schilderen, vlg. ook voor het opnieuw aanbrengen van de kit, of Het is van belang alle verontreinigingen te verwijderen zoals schuurresten, zoutresten uit water en schuurpapier, overtollige kit bij extra afdichting of bescherming, vet van de handen, alle resten (inclusief sporen) van diverse siliconenproducten , indien van toepassing.
Daarom moet het oppervlak volledig schoon en droog zijn, anders kunnen er tal van defecten optreden; kraters en verfverspreiding, later ook verfscheurtjes en bubbels. Het elimineren van deze defecten is meestal onmogelijk en vereist een volledig slijpen en opnieuw schilderen van het oppervlak. Reinigen gebeurt met een reiniger die bijvoorbeeld schoon en droog op het oppervlak wordt aangebracht. ook een papieren handdoek. De reiniging wordt meerdere keren herhaald tijdens de voorbereiding van de coating.
Afdichting
Afdichten is de meest gebruikelijke methode voor het nivelleren van verzonken en defecte voertuigonderdelen. De onderstaande afbeelding toont de kruising van de liniaal met het lichaam, dat moet worden gevuld met kit. Gewoonlijk wordt met een potlood een plaats rond de overhang gemarkeerd waar het nodig is om de vulkit aan te brengen.

De stopverf wordt met een klassieke spatel op het oppervlak aangebracht op de plaats die we eerder met een potlood hebben gemarkeerd. De kit wordt aangebracht op blank metaal, schoongemaakt door slijpen, om voldoende hardheid en sterkte te bieden, hoewel moderne potkitten stevig op elke ondergrond moeten hechten. In de volgende afbeelding is het oppervlak respectievelijk gereed voor het aanbrengen van plamuur. het proces van de zogenaamde indiening.

Oorzaken en voorkomen van vullingstekorten
Vlekken op de bovenste laag
 De redenen:
De redenen:
- te veel verharder in de polyethyleenkit,
- onvoldoende gemengde verharder in polyethyleen kit.
Foutcorrectie:
- op de plaat schuren en opnieuw sealen.
kleine gaatjes
 De redenen:
De redenen:
- onjuiste afdichting (aanwezigheid van lucht of te dikke afzonderlijke lagen),
- de ondergrond is niet droog genoeg,
- een te dunne laag primer.
Preventie van defecten:
- de schop moet op deze plek meerdere keren worden ingedrukt om de lucht te laten ontsnappen,
- als we met een grotere dikte afdichten, is het noodzakelijk om meerdere dunne lagen aan te brengen,
- droog de basismaterialen goed af.
Foutcorrectie:
- op de plaat schuren en opnieuw sealen.
Lappende tekens
 De redenen:
De redenen:
- het afdichtmiddel schuren met een ongeschikt (te grof) schuurpapier,
- oude verf schuren met ongeschikt schuurpapier.
Preventie van defecten:
- gebruik schuurpapier met een bepaalde korrelgrootte (ruwheid),
- Schuur grote groeven met fijn schuurpapier.
Foutcorrectie:
- op de plaat schuren en opnieuw sealen.
uitvoering
Gieten is een belangrijke workflow voordat een toplaag wordt aangebracht. De uitdaging is om een dunne laag zeer kleine maar zichtbare oneffenheden en krassen te bedekken en aan te brengen, en om de bedrukte gebieden te bedekken en te isoleren.
Verschillende soorten vulmiddel worden voor verschillende doeleinden gebruikt:
- 2K plamuur op basis van polyurethaan / acrylaat,
- dikke film (compacte) vulstoffen,
- vullers op basis van water,
- vulstoffen nat in nat,
- verstevigende vuller,
- transparante vulstoffen (Fillsealer).
camouflage
Alle ongelakte onderdelen en oppervlakken van voertuigen moeten worden afgedekt, inclusief sierstrippen, die niet vergaan of vergaan.
vereisten:
- plak- en afdektapes moeten vochtbestendig en tegelijkertijd hittebestendig zijn,
- het papier moet ondoordringbaar zijn, zodat er geen inkt doorheen dringt.

tekening
- Verwarm het voertuig voor het schilderen tot kamertemperatuur (18˚C).
- Ook de kleur en bijbehorende componenten (verharder en verdunner) dienen op kamertemperatuur te zijn.
- De hardheid van het maalwater moet zo laag mogelijk zijn. Resterend slijpwater moet voorzichtig worden weggeveegd, omdat zoutresten blaasvorming op het gelakte oppervlak kunnen veroorzaken.
- De perslucht moet droog en schoon zijn. De waterafscheider moet regelmatig worden geleegd.
- Als we geen spuitcabine hebben en we schilderen in de garage, moeten we vooral voorzichtig zijn met de luchtvochtigheid (bijvoorbeeld de vloer niet water geven en vervolgens de radiatoren maximaal inschakelen). Als de luchtvochtigheid te hoog is, vormen zich dienovereenkomstig bellen. klemmen vlg. matterende verf. Zo is het ook met stof. De vloeren moeten schoon en droog zijn en de luchtstroom moet zo laag mogelijk zijn.
- Verfcabines en droogkasten dienen te zijn voorzien van verse luchttoevoer, stoffilters en stoomuitlaten om verfvegen of stofophoping op verf te voorkomen.
- Alle geschuurde delen moeten opnieuw worden beschermd tegen corrosie.
- Elke verpakking bevat instructies voor gebruik in de vorm van pictogrammen. Alle gegevens zijn gegeven voor een toepassingstemperatuur van 20°C. Indien de temperatuur hoger of lager is, moet de werking worden aangepast aan de werkelijke omstandigheden. Dit is van groot belang voor de potlife en de droging, die respectievelijk bij hogere temperaturen kunnen worden verkort. bij een lagere temperatuur langer dan voorgeschreven.
- De relatieve vochtigheid is ook erg belangrijk, deze mag niet hoger zijn dan 80%, omdat dit de droging sterk vertraagt en ook kan leiden tot onvolledige droging van de verffilm. Dus voor PE-afdichtingsmiddelen zal er lijm of. schuurpapier verstopping, in 2K coatings dan blaarvorming door reactie met water. Bij het gebruik van meercomponentencoatings en het gebruik van een compleet reparatiesysteem, mogen alleen producten van één fabrikant worden gebruikt en moeten de instructies worden gevolgd, omdat dit de enige manier is om de gewenste prestaties te bereiken. Anders kan het oppervlak kreuken. Dit defect wordt niet veroorzaakt door de gebrekkige kwaliteit van de materialen, maar door het feit dat de materialen in het systeem onverenigbaar zijn. In sommige gevallen verschijnen rimpels niet onmiddellijk, maar pas na een bepaalde tijd.
Oorzaken en voorkomen van defecten bij het aanbrengen van primers vlgs. kleuren
Belvorming
 De redenen:
De redenen:
- te korte ventilatietijd tussen de lagen,
- te dikke primerlagen,
- waterresten na schuren in hoeken, randen, bochten,
- het water is te hard om te malen,
- vervuilde perslucht,
- condensatie door temperatuurschommelingen.
Preventie van defecten:
- ventilatietijd tussen lagen moet minimaal 10 minuten zijn bij 20°C,
- laat de waterresten na het schuren niet opdrogen, deze moeten worden afgeveegd,
- perslucht moet droog en schoon zijn.
Foutcorrectie:
- op de plaat schuren en opnieuw aanbrengen.
Slecht, acc. onvoldoende hechting op de ondergrond
 De redenen:
De redenen:
- slecht geprepareerde ondergrond, vetsporen, vingerafdrukken, stof,
- verdunning van het materiaal met een ongeschikte (niet originele) verdunner.
Bugfix:
- maak het oppervlak goed schoon voordat u gaat schilderen,
- gebruik van voorgeschreven verdunningsmiddelen.
Foutcorrectie:
- op de plaat schuren en opnieuw aanbrengen.
Het substraat oplossen
 De redenen:
De redenen:
- ongedroogd, niet-uitgehard vorige schilderij,
- de lagen oude verf zijn te dik.
Preventie van defecten:
- houd je aan de voorgeschreven droogtijd
- houd u aan de voorgeschreven laagdikte
Foutcorrectie:
- op de plaat schuren en opnieuw aanbrengen
Oorzaken en voorkomen van een huwelijk met twee- en drielaags schilderen
Spotten
 De redenen:
De redenen:
- onbevredigende applicatietechniek (nozzle, druk),
- te korte ventilatietijd,
- de verkeerde verdunner gebruiken,
- het geverfde oppervlak heeft geen geschikte temperatuur (te koud, te warm).
Preventie van defecten:
- met behulp van de voorgeschreven applicatietechniek,
- een voorgeschreven verdunner gebruiken,
- zorgen voor een geschikte kamertemperatuur en te schilderen oppervlak (18-20 ° C) en een maximale vochtigheid van 40-60%.
Foutcorrectie:
- zand naar de basis en opnieuw schilderen.
druipend
 De redenen:
De redenen:
- ongeschikte viscositeit van HYDRO Base,
- HYDRO Ondergrond te dik,
- ongeschikt spuitpistool (nozzle), druk,
- te koud materiaal, te lage bodem- of kamertemperatuur,
- gebruik van de verkeerde verdunner.
Preventie van defecten:
- naleving van de technische gebruiksaanwijzingen,
- met een geschikt spuitpistool,
- het object en materiaal worden verwarmd tot kamertemperatuur + 20 ° C,
- met het voorgeschreven verdunningsmiddel.
Foutcorrectie:
- zand naar de basis en opnieuw schilderen.
Soorten kleuren
Ondoorzichtige kleuren zijn primaire kleuren die alleen of gemengd met andere kleuren worden gebruikt om nieuwe tinten te creëren, of als basislaag voor speciale tinten en effecten. Ze worden heel vaak gebruikt met transparante kleuren, die dekkende kleuren een lichte tint geven volgens de behoeften en ideeën, hetzij rechtstreeks door deze kleuren te mengen of door transparante lagen rechtstreeks op de dekkende kleur aan te brengen. De aanbevolen diameter van de spuitmond bij het gebruik van dekkende verf is 0,3 mm of meer. Als de verven meer verdund zijn, kan een mondstuk van 0,2 mm worden gebruikt.
Transparante kleuren doorschijnende kleuren met een semi-glanzend effect. Ze kunnen worden gemengd met andere soorten verf of rechtstreeks op andere soorten verf worden aangebracht. Ze zijn veelzijdig en worden gebruikt om een groot aantal effecten te bereiken. Door te mengen met andere soorten, kunt u de gewenste schaduw bereiken. Bijvoorbeeld. Door transparante verven te mengen met aluminiumverf, wordt metallisatie van elke tint bereikt. Om een glanzende kleur met glitter te creëren, worden transparante kleuren en Hot Rod-kleuren (hieronder vermeld) gemengd. Transparante kleuren kunnen ook een lichte tint toevoegen aan ondoorzichtige kleuren, waardoor een nieuwe tint naar uw wens ontstaat. Verven kunnen direct met elkaar worden gemengd of transparant of dekkend worden aangebracht. De aanbevolen mondstukdiameter bij gebruik van transparante verf is 0,3 mm of meer. Als de verven meer verdund zijn, kan een mondstuk met een diameter van 0,2 mm worden gebruikt.
Fluorescerende verven doorschijnende neonkleuren met een semi-glanzend effect. Ze worden gespoten op een witte achtergrondverf of op een lichte achtergrond gemaakt met dekkende of transparante verf. Fluorescerende verven zijn minder goed bestand tegen UV-straling van zonlicht dan conventionele verven. Daarom hebben ze vernis met UV-bescherming nodig. De aanbevolen spuitmonddiameter voor fluorescerende verven is 0,5 mm of meer. Mondstukdiameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
Parelkleuren ze kunnen alleen worden gebruikt voor een parelachtig glanseffect of met andere kleuren. Door te mengen met transparante kleuren creëer je glinsterende kleuren in je eigen tint. Ze worden ook gebruikt als basislak voor Candy-verven, wat resulteert in een briljante parelmoerachtige kleur in verschillende tinten. Om een glanzend effect te creëren, wordt Candy-verf in twee tot vier lagen rechtstreeks op de parelmoerverf aangebracht. De aanbevolen spuitmonddiameter voor parelmoerverven is 0,5 mm of meer. Mondstukdiameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
metalen alleen of in combinatie met andere kleuren gebruikt. Deze kleuren komen het beste tot hun recht tegen een donkere achtergrond (zwart is een dekkende kleur). Ze kunnen ook worden gebruikt als basislaag voor heldere of snoepverven om aangepaste metallic tinten te creëren die worden gecreëerd door eenvoudigweg twee tot vier lagen heldere / snoepverf rechtstreeks op het metaal aan te brengen. De aanbevolen spuitmonddiameter voor metallic lakken is 0,5 mm of meer. Mondstukdiameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
Kleuren van de regenboog ze kunnen op zichzelf worden gebruikt om een subtiel regenboogeffect te creëren dat ervoor zorgt dat de kleurzweem verandert bij blootstelling aan licht, of als basis voor andere soorten kleuren. Ze worden vaak gebruikt als basislaag voor heldere of snoepkleuren, waarmee ze hun eigen tinten regenboogeffectkleuren kunnen creëren (door twee tot vier lagen heldere/suikergoedkleur rechtstreeks op de regenboogkleur aan te brengen). De aanbevolen spuitmonddiameter voor regenboogkleuren is 0,5 mm of meer. Mondstukdiameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
Hi-Lite-kleuren ze kunnen tegen elke gekleurde achtergrond worden gebruikt om een onderscheidend kleurversterkend effect te bereiken. Ze zijn ontworpen om in kleine hoeveelheden in één tot drie lagen te worden aangebracht. Het kleurverschuivende effect is minder uitgesproken in de Hi-Lite kleuren dan in de emerald serie. Hi-Lite-kleuren zijn ideaal voor het creëren van een subtiel highlight-effect dat het best te zien is bij daglicht of direct kunstlicht. Kleuren kunnen direct worden gemengd met transparante kleuren. Hierdoor zal de kleur gemakkelijk veranderen. Als u de kleuren te lang mengt, verliest u dit effect en krijgen de kleuren een melkachtig pasteleffect. Hi-Lite kleuren steken erg goed af tegen donkere achtergronden zoals dekkend zwart. De aanbevolen diameter van de spuitmond voor Hi-Lite-verven is 0,5 mm of groter. Nozzle diameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
Smaragdgroene kleuren Dit zijn verven met een speciaal pigment dat werkt op basis van de breukhoeken, wat leidt tot een sterke verandering in kleurtint. Smaragdkleuren veranderen hun kleur drastisch, afhankelijk van de belichtingshoek. Deze kleuren komen het best tot hun recht tegen een donkere achtergrond (dekkend zwart). Deze tint wordt gemaakt door een tot twee dunne lagen donkere basisverf aan te brengen, gevolgd door twee tot vier lagen smaragdgroene verf. Verdunning van deze verven wordt niet aanbevolen, maar indien nodig wordt verdunner slechts in kleine hoeveelheden toegevoegd om te voorkomen dat de verf te verdunnen. De aanbevolen diameter van de spuitmond voor Emerald Paint is 0,5 mm of groter.
Kleuren flair zijn verven met een speciaal pigment dat werkt op basis van de breukhoeken, wat leidt tot een sterke verandering in kleurschakering. De kleurovergang van deze kleuren is vloeiend en duidelijk zichtbaar, zelfs bij weinig licht, en het effect is zelfs nog meer uitgesproken op oneffen objecten met scherpe vouwen. Heldere kleuren komen het beste tot hun recht tegen een donkere achtergrond (zwarte achtergrondkleur). Het gewenste effect wordt bereikt door één tot twee dunne lagen zwarte basisverf aan te brengen met twee tot vier lagen Flair-verf. Het verdunnen van deze verven wordt niet aanbevolen, maar voeg verdunner slechts in kleine hoeveelheden toe als dat nodig is om te voorkomen dat de verf te veel wordt verdund. De aanbevolen spuitmonddiameter voor Emerald Paints is 0,5 mm of groter.
Sprankelende kleuren dit zijn kleuren met een lichte glans. Hun deeltjesgrootte is kleiner dan die van Hot Rod-verven. Deze kleuren zijn doorschijnend met een semi-glanzende uitstraling. Ze komen het best tot hun recht tegen een donkere achtergrond (zwarte achtergrondkleur). Het aanbrengen van één tot twee dunne lagen zwarte primer en twee tot vier lagen glitterverf zal het gewenste effect bereiken. De aanbevolen diameter van de spuitmond voor glinsterende verf is 0,5 mm of meer. Nozzle diameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
Kosmische kleuren dit zijn kleuren met het effect van fijn sterrenstof. Hun deeltjesgrootte is kleiner dan die van Hot Rod-verven. Deze kleuren zijn doorschijnend met een semi-glanzende uitstraling. Ze komen het beste tot hun recht tegen een donkere achtergrond (zwarte achtergrondkleur). Het gewenste effect wordt bereikt door één tot twee dunne lagen zwarte basisverf aan te brengen met twee tot vier lagen Cosmic-verf. Om een glanzende kleur te bereiken, worden Cosmic-kleuren gemengd met heldere of snoepkleuren. Om de resulterende verf te kleuren, moeten twee tot vijf lagen transparante verf op de Cosmic-verfbasis worden aangebracht. Ruimtekleuren kunnen ook met elkaar worden gemengd om een levendiger kleureffect te bereiken. U kunt ook hun glinsterende effect gebruiken en aanbrengen op een ondergrond van elke ondoorzichtige kleur. De aanbevolen spuitmonddiameter voor Cosmic-verven is 0,5 mm of meer. Mondstukdiameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
Hotrod-verven ze doen de zogenaamde "Retro-kleuren" van 50-60 auto's herleven. jaren, waardoor een zeer indrukwekkend glinsterend effect ontstaat dat gloeit en schittert in direct licht. Deze kleuren komen het best tot hun recht tegen een donkere achtergrond (zwarte achtergrondkleur). Het gewenste effect wordt bereikt door één tot twee dunne lagen zwarte basisverf aan te brengen met twee tot vier lagen Hot Rod verf. Om glans te bereiken, moeten Hot Rod-kleuren rechtstreeks worden gemengd met heldere of snoepverven. Om de resulterende verf bij te werken, brengt u een tot vier lagen transparante verf aan op de Hot Rod-basis. Hot Rod-kleuren kunnen ook met elkaar worden gemengd voor een levendiger kleureffect. De aanbevolen diameter van de spuitmond voor Hot Rod-verf is 0,5 mm of groter. Nozzle diameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
Snoep kleuren zijn hoogglans-concentraatverven, die zelfs na volledige droging eruitzien als een vers gespoten verf (het volledige glanzende effect verschijnt pas na het aanbrengen van de toplaag). Hoewel Candy-kleuren worden gebruikt als basis voor een primer, verschillen ze in veel opzichten van de klassieke basiskleuren. Snoepverven zonder vernis zijn zeer gevoelig voor beschadiging en mogen niet direct worden gemaskeerd (ze moeten volledig droog en gekleurd zijn voor het maskeren). Bij het gebruik van Candy-verven is het noodzakelijk om de toplaag zo snel mogelijk aan te brengen, omdat deze de verf beschermt tegen vuilafzettingen en vingerafdrukken, waar deze verf erg gevoelig voor is. Bij het spuiten van grote vlakken is het aan te raden om Candy verven te mengen met een transparante basis vanwege hun hoge concentratie. Het is noodzakelijk dat de verf volledig droog is, in de open lucht kan dit enkele uren duren. De aanbevolen diameter van de spuitmond voor Candy-verven is 0,5 mm of meer. Nozzle diameter 0,3 resp. Als de kleuren meer verdund zijn, kan 0 mm worden gebruikt.
Aluminium kleur verkrijgbaar in drie verschillende kwaliteiten, afhankelijk van de korrelgrootte: fijn, medium, grof. Het is sterk reflecterend en vooral bedoeld als basis voor snoepbloemen. Het kan alleen worden gebruikt om een aluminium- of metallic-effect te creëren, of als basislaag voor transparante verven om elke tint met een reflecterend effect te creëren. Een andere mogelijke toepassing is het spuiten van verschillende soorten aluminiumverven (fijn, medium, grof) en vervolgens het aanbrengen van eventuele Candy-verf. Het resultaat is een glanzende lak met een overgang tussen aluminiumkorrels van verschillende grootte. Aluminiumverf dekt goed en één laag is meestal voldoende voor de gehele laklaag. De aanbevolen spuitmonddiameter voor aluminiumverven is 0,5 mm of meer. Mondstukdiameter 0,3 resp. U kunt 0,2 mm gebruiken als de kleuren meer verdund zijn.
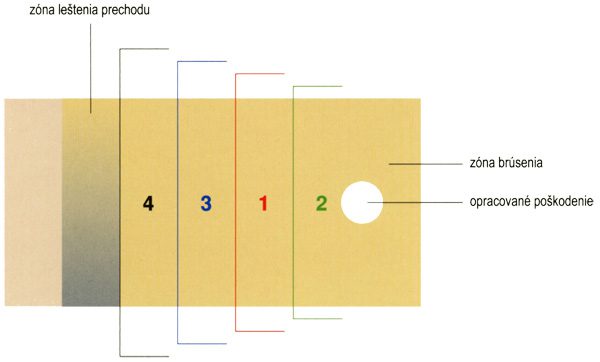
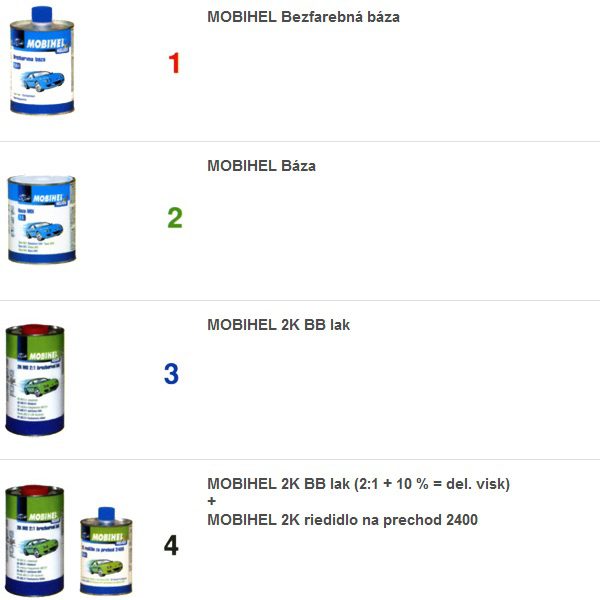
Spray schilderij
De huidige snelle tijden dwingen autobezitters om het beste uit hun motorvrienden te halen en er het beste van te maken. Het verhoogt ook de druk op het tempo van reparaties, inclusief schilderwerk. Als dit een kleine beschadiging is, wordt deze gebruikt om de tijd te verkorten en de kosten van de zogenaamde gedeeltelijke reparatie voor verfspray te verlagen. Er zijn gespecialiseerde bedrijven op de markt die systemen hebben ontwikkeld waarmee je op deze manier kunt werken.
Bij het schilderen van de Base worden we geconfronteerd met drie problemen:
- De afwijking van de schaduw van de nieuwe basis ten opzichte van de originele coating - deze wordt beïnvloed door bijna alle factoren: temperatuur, viscositeit, druk, laagdikte, enz.
- Het verschijnen van een lichtere streep base op de delen waar we spuiten (poeder) en proberen een spray te creëren.
- Nieuwe blanke lak combineren met oude, onbeschadigde lak.
Dit probleem kan meestal worden vermeden door de instructies voor een goede voorbereiding van het oppervlak voor het schilderen te volgen en door materialen te gebruiken die bedoeld zijn voor dergelijk schilderen.
Spray verf schema
carrosserie reparatie
Carrosseriereparatie volgens PDR-methode (zonder deuken te schilderen)
Met behulp van de PDR-methode is het mogelijk om plaatmetalen carrosseriedelen koud uit te lijnen met lichte schade veroorzaakt door bijvoorbeeld een schok tijdens het parkeren, een andere autodeur, vandalisme, hagel, etc. De PDR-methode is niet alleen ontwikkeld om snel en vakkundig herstel deze beschadigingen tegen lage kosten, maar vooral om de originele lak en lak te behouden zonder schuren, schuren en overschilderen van de beschadigde plek.
De oorsprong van de PDR-methode gaat terug tot de jaren 80, toen een Ferrari-technicus de deur van een van de gefabriceerde modellen beschadigde en niet over het geld beschikte dat nodig was voor latere reparaties. Daarom probeerde hij de deur te herstellen door met een ijzeren hendel in het laken te knijpen. Hij gebruikte deze techniek vervolgens nog een aantal keer en verbeterde het zo tot het punt dat hij de mogelijkheid van een meer spontane, respectievelijk realiseerde. wijdverbreid gebruik van deze methode en besloot naar de Verenigde Staten te gaan en deze technologie te gebruiken om geld te verdienen, terwijl ze er tegelijkertijd een patent op hadden. Pas in de volgende twintig jaar verspreidde deze methode zich naar het Europese continent, waar ze, net als in Amerika, groot succes had en zelfs op grotere schaal werd gebruikt.
Voordelen:
- Het houden van de originele lak, vrij van stopverf, spuitbussen en dergelijke, is erg belangrijk, vooral voor nieuwere en nieuwere voertuigen. De reden ligt voor de hand: in veel gevallen is het mogelijk om de originele lak uit de fabriek te behouden voor het spuiten, wat van groot belang is voor nieuwe, nog niet verkochte auto's.
- Een aanzienlijke vermindering van de reparatietijd in vergelijking met conventioneel schilderen, deze reparatiemethode wordt meerdere keren sneller uitgevoerd.
- Lagere reparatiekosten – Minder tijd besteed aan reparaties en minder gebruikte materialen verlagen de reparatiekosten.
- Na de reparatie zullen er geen sporen meer zijn - na voltooiing van dergelijke reparaties zal het oppervlak van het onderdeel als nieuw zijn.
- Er wordt geen kit gebruikt, dus het te repareren gebied is net zo goed bestand tegen verschillende belastingen als andere delen van het onderdeel, zonder het risico dat de kit barst.
- Mogelijkheid om reparaties direct bij de klant uit te voeren. Omdat de reparatie meestal de bekwame handen van een monteur en een paar gereedschappen vereist, kan het beschadigde gebied bijna overal en op elk moment worden gerepareerd.
Reparatieprocedure:
De reparatieprocedure is gebaseerd op het geleidelijk uitknijpen van gerafeld plaatwerk aan de binnenkant van de carrosserie zonder de lak te beschadigen. De monteur bewaakt het oppervlak van de carrosserie in het licht van de bevestigingslamp. Oppervlakte-onregelmatigheden verstoren de weerkaatsing van licht, zodat de technicus de exacte locatie en mate van overloop kan bepalen. Het printen zelf vindt geleidelijk plaats, vereist vaardigheid en het gebruik van speciale gereedschappen en apparaten van verschillende vormen.


