Hoe worden bestanden aangemaakt?
Inhoud
| Het basisprincipe van het maken van vijlen is om tanden in een strook metaal te snijden om een ruw stuk gereedschap te produceren dat materiaal van een zachter oppervlak kan schuren. |
 | Hoewel dossiers al honderden jaren met de hand worden geproduceerd, kunnen ze nu ook machinaal in massa worden geproduceerd. Elk proces volgt de hieronder beschreven methode. |
Maak een blanco | |
 | De eerste stap bij het maken van een vijl is het maken van een strook metaal die ongeveer overeenkomt met de vorm en grootte van de voltooide vijl. Dit wordt "leeg" genoemd. |
 | Om dit resultaat te bereiken, kan het staal worden gesmeed, gesmolten en in een mal worden gegoten om te stollen, of tussen twee zware rollen worden geperst en vervolgens in de gewenste vorm worden gesneden. |
Bestand gloeien | |
 | Gloeien is een proces waarbij staal wordt verzacht om het gemakkelijker te maken om mee te werken. |
 | De lege vijl wordt verwarmd totdat deze donkerrood wordt en vervolgens afgekoeld tot kamertemperatuur. |
 | Omdat het verhitten van een metalen werkstuk kan leiden tot vervorming, wordt het na afkoeling geslepen of gezaagd in de gewenste vorm. |
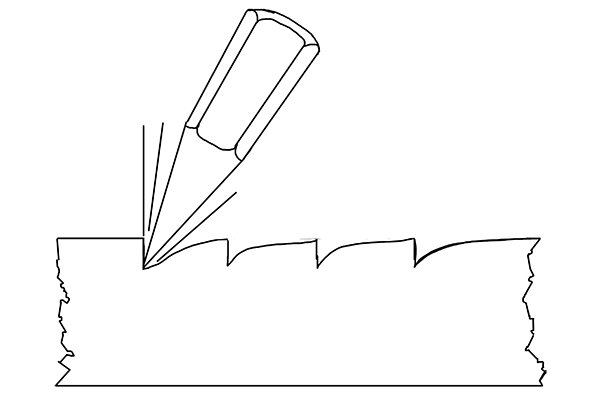
Tanden knippen met een vijl | |
 | In dit stadium worden met behulp van een beitel met regelmatige tussenpozen tanden in de vijl gesneden. |
 | De hoek van de tanden is meestal ongeveer 40-55 graden ten opzichte van het oppervlak van de vijl, afhankelijk van het type patroon dat in de vijl wordt gesneden. Deze hoek wordt de "voorste hoek" van het dossier genoemd. Voor meer informatie zie Wat is een file cut? |
 | Als de hoek van de tanden te smal is, is de kans groter dat ze vast komen te zitten in het oppervlak van het werkstuk. Als de hoek te groot is, is de kans groter dat ze breken en loskomen van de body van de vijl. |
 | Sommige vijlen kunnen worden gemaakt met een negatieve spaanhoek, wat betekent dat de tanden eigenlijk van het werkstuk af wijzen in plaats van ernaartoe. In dit geval snijden de tanden het materiaal niet, maar schrapen het over het oppervlak, waarbij onregelmatige uitstulpingen (uitstulpingen) worden weggeschraapt en het afgesneden materiaal in kleine deukjes (dieptepunten) wordt gedrukt. |
 | Deze vijlen worden meestal met fijne tanden gesneden en worden gebruikt om een zeer glad oppervlak te verkrijgen. |
 | Rasp snijdenRasptanden worden gemaakt met behulp van een driehoekige pons die door elke tand afzonderlijk snijdt. Voor meer informatie over raspen zie: Wat is een rasp? |
Vijlverharding | |
 | Nadat de tanden zijn gesneden, moet de vijl worden gehard of getemperd zodat deze zonder schade door andere materialen kan snijden. |
 | Het bestand warmt weer op. |
 | Zodra het de gewenste temperatuur heeft bereikt, wordt het ondergedompeld in een groot pekelbad en snel afgekoeld. |
 | Deze snelle afkoeling zorgt ervoor dat de korrels in de moleculaire structuur van het staal fijner worden, waardoor het staal harder wordt en een grotere treksterkte krijgt. |
 | Dit proces wordt verschillende keren herhaald om ervoor te zorgen dat het staal hard genoeg is om als schuurmiddel te worden gebruikt. |
Geur verzachtend | |
 | Een neveneffect van het ontlaatproces is dat het staal broos kan worden, waardoor het meer kans heeft om te scheren of te breken als het valt. |
 | Omdat de schacht van de vijl dunner is dan de rest van het lichaam, is dit een potentiële zwakke plek. |
 | Dus nadat de rest van de warmtebehandeling is voltooid, wordt de schacht opnieuw verwarmd en afgekoeld tot kamertemperatuur. Hierdoor wordt de schacht weer zachter, waardoor deze minder broos wordt en beter bestand is tegen beschadiging. |
 | Bestanden die dit deel van het proces doorlopen, worden soms "variabele warmtebehandelingen" genoemd. |

